
購買數(shù)量: - + (庫存256件)

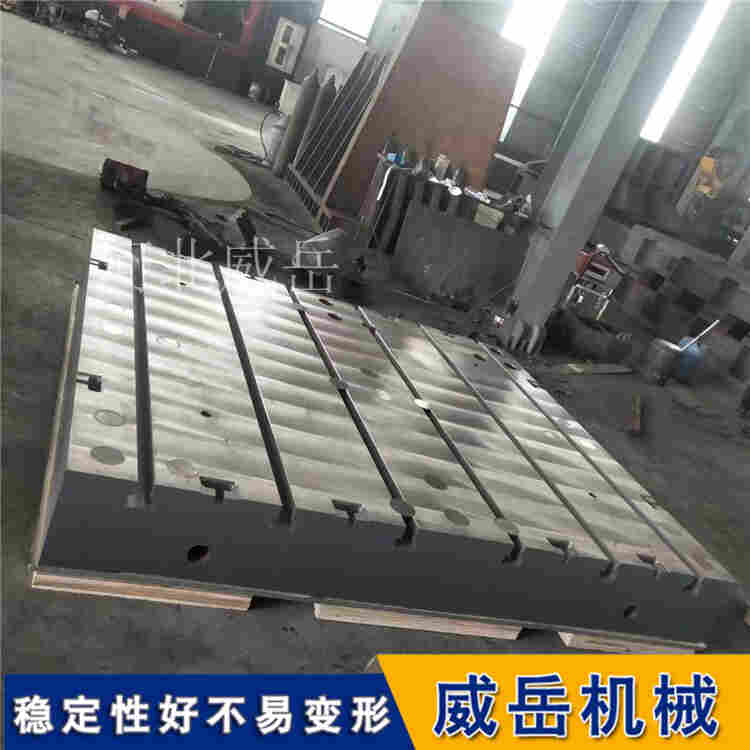
鑄鐵裝配平臺的精度核心是平面度、直線度和定和位基準精度,其偏差主要受材質(zhì)工藝、使用操作、環(huán)境條件、維護保養(yǎng)四大類因素影響,具體如下:
材質(zhì)與生產(chǎn)工藝因素
時效處理不徹和底:鑄鐵鑄造后內(nèi)部存在殘余應(yīng)力,若僅做一次自然時效或人工時效,應(yīng)力未完全釋放,長期使用中會緩慢變形,導(dǎo)致平面度下降。優(yōu)和質(zhì)平臺需經(jīng)過二次時效(人工時效 + 自然時效)處理。
鑄造缺陷:鑄件內(nèi)部若存在氣孔、砂眼、縮松等缺陷,會降低平臺結(jié)構(gòu)穩(wěn)定性,受力后易出現(xiàn)局部凹陷,破壞精度。
加工工藝偏差:精加工(如銑削、磨削)和人工刮研的工藝水平直接決定初始精度,刮研次數(shù)不足、刀紋不均勻,會導(dǎo)致工作面高低差超標。
使用操作因素
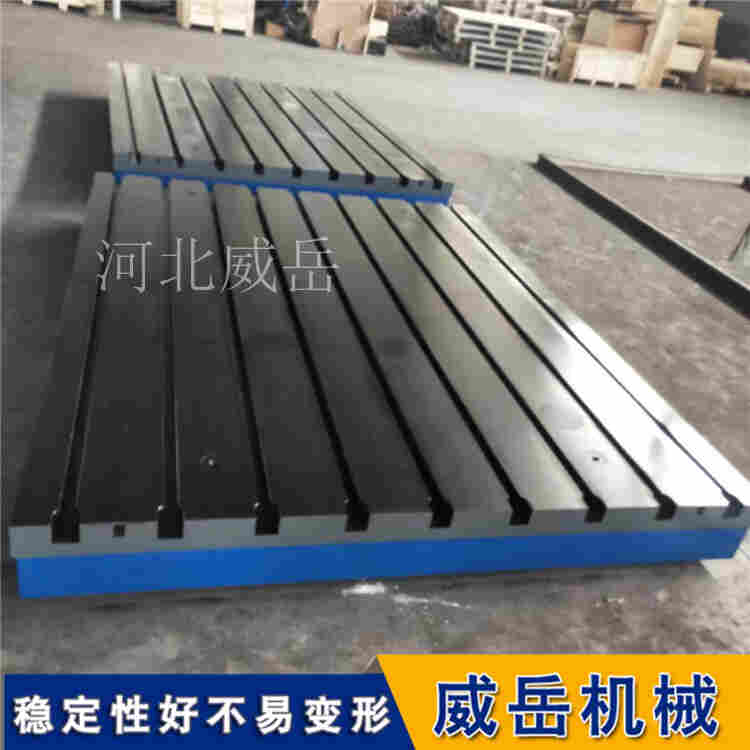
過載使用:長期超過額定載荷(或單次超重)放置工件,會讓鑄鐵平臺產(chǎn)生塑性變形,這種變形不可逆,直接破壞平面精度。
不當(dāng)操作損傷:拖拽重型工件、在工作面敲擊作業(yè)、進行焊接 / 切割等高溫操作,會造成表面劃痕、局部應(yīng)力集中,甚至出現(xiàn)裂紋,影響精度基準。
夾具安裝不當(dāng):T 型槽內(nèi)安裝夾具時用力過猛、受力不均,會導(dǎo)致槽口變形,進而影響工件定和位精度,間接降低裝配基準的準確性。
環(huán)境條件因素
溫度變化:車間溫度劇烈波動(如靠近熱源、空調(diào)直吹、晝夜溫差過大),會讓鑄鐵熱脹冷縮不均勻,引發(fā)微量變形;若工件與平臺溫差過大,接觸后也會導(dǎo)致局部應(yīng)力變形。
濕度與腐蝕:潮濕環(huán)境中,工作面生銹會形成凹凸不平的銹斑,破壞平面平整度;酸堿油污長期附著,會腐蝕鑄鐵表層,加劇精度下降。
放置基礎(chǔ)不穩(wěn):平臺安裝時未調(diào)平,或放置在不平整、剛性不足的地基上,地基沉降會帶動平臺整體變形,導(dǎo)致精度偏移。
維護保養(yǎng)因素
清潔不及時:鐵屑、砂粒等雜質(zhì)長期堆積在工作面,會在工件放置時形成 “支撐點”,不僅造成表面磨損,還會讓后續(xù)裝配、檢測的基準失真。
長期閑置無防護:閑置時未涂防銹油、未蓋防塵罩,工作面受潮生銹、積灰硬化,會直接破壞精度;且長期不使用時平臺放置不當(dāng)(如傾斜、堆疊重物),也會引發(fā)變形。
校準不及時:未定期檢測平面度,小的精度偏差未及時通過刮研修復(fù),會隨著使用次數(shù)增加逐漸擴大,較終導(dǎo)致平臺無法滿足裝配需求。
鑄鐵裝配平臺的日常維護方法有哪些?
鑄鐵裝配平臺的日常維護核心是防磨損、防腐蝕、保精度,具體方法可分為使用中維護、使用后維護、長期閑置維護和定期精度校準四大類,操作簡單且能大幅延長平臺使用壽命:
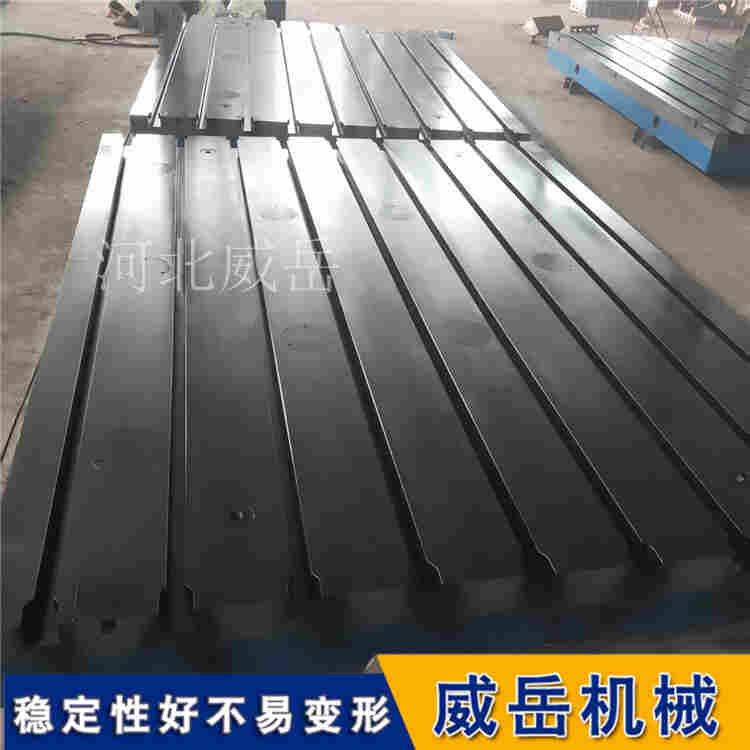
使用中防護
嚴禁超額定載荷放置工件,建議實際載荷不超過額定值的 80%,避免平臺因過載產(chǎn)生永和久變形。
放置或移動工件時輕拿輕放,禁止在平臺表面拖拽重型部件,防止刮傷精和密工作面;若需定和位工件,優(yōu)先使用配套夾具夾緊,減少工件滑動磨損。
避免在平臺表面進行焊接、切割等高溫作業(yè),高溫會破壞鑄鐵的組織穩(wěn)定性,導(dǎo)致工作面變形或開裂。
使用后清潔
每次使用完畢,立即用干凈的棉紗或軟毛刷清理表面的鐵屑、油污、冷卻液等雜質(zhì),油污較重時可蘸取少量中性清洗劑擦拭,之后用干布擦干,禁止使用強酸強堿清潔劑,防止腐蝕工作面。
若平臺帶有 T 型槽、減重孔等結(jié)構(gòu),需用毛刷清理槽內(nèi)殘留的鐵屑和灰塵,避免雜質(zhì)堆積影響后續(xù)夾具安裝。
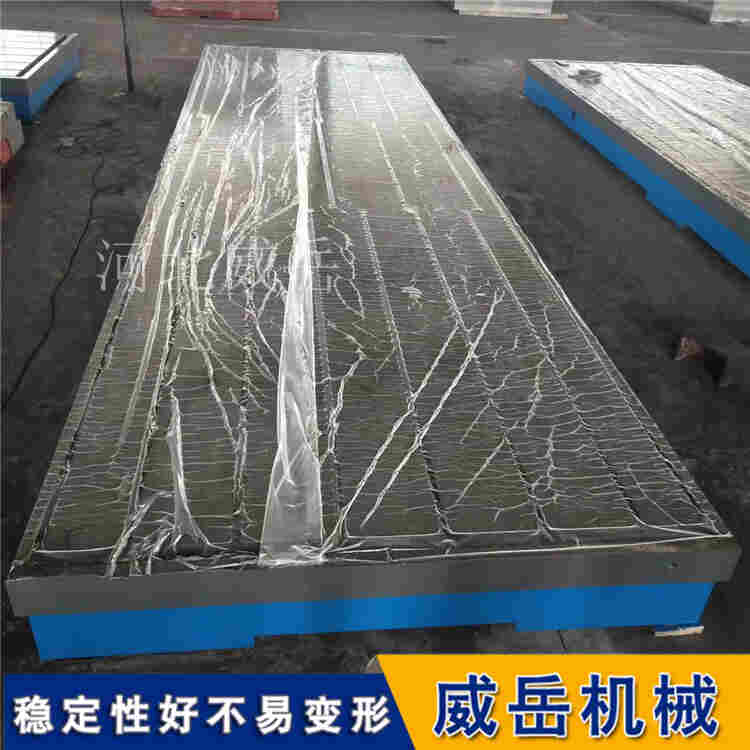
長期閑置防護
閑置時間超過 1 周時,需在平臺工作面均勻涂抹一層防銹油(或防銹脂),涂抹厚度以覆蓋表面且不流淌為宜。
潮濕環(huán)境或閑置超過 1 個月時,除涂防銹油外,還需加蓋防潮防塵罩,同時保持存放環(huán)境干燥通風(fēng),避免平臺生銹或積灰。
存放時需將平臺平穩(wěn)放置在專用支架上,避免直接接觸地面,防止底部受潮生銹。
定期精度校準與修復(fù)
常規(guī)工況下,每年至少進行 1 次平面度精度校準;若用于精和密裝配或檢測,建議每半年校準 1 次,校準需使用水平儀、平尺等*量具,或委托第三方機構(gòu)檢測。
若發(fā)現(xiàn)工作面出現(xiàn)輕微劃痕、精度下降,可通過人工刮研的方式修復(fù);若出現(xiàn)嚴重變形、裂紋等問題,需聯(lián)系廠家進行*處理,不可自行打磨或焊接修復(fù)。

友情鏈接
關(guān)于我們
|
幫助中心
|
正品保障
|

 京公網(wǎng)安備 11010802023672號
京公網(wǎng)安備 11010802023672號






